Air pressure regulator is a kind of pneumatic pressure reducing valve, which can reduce the pressure of the high pressure tank of 100-175 PSI in the air compressor to the stable and safe pressure required by the downstream tools and equipment. The outlet pressure is stabilized within ± 2 PSI by spring-loaded diaphragm and force-balance structure. If set properly, the energy consumption of compressed air can be reduced by about 20 %.
Why Does a Compressed Air System without an Air Pressure Regulator Result in a Continuous Loss of Cost?

Why do you select the clear and reasonable air compressor selection, pneumatic tools will still appear jitter, seals are blown, electricity costs are rising? The main reason is often the lack of air pressure regulator. Whether you ‘re running a sheet metal shop with a single gun or an automated workshop with 200 cylinders, the right pressure regulator for an air compressor determines whether compressed air becomes a high-precision performing medium or a source of ongoing monthly electricity bill losses.
This article will analyze how an air pressure regulator works, the difference between the Filter Regulator unit and the independent parts, and how to select the type for any compressed air system.
How Does an Air Pressure Regulator Work?
A modern air pressure regulator is essentially a classic force balancing device, which includes four core components: set screw, range spring, diaphragm and poppet valve. When the operator tightens the adjustment screw, the range spring is compressed to produce a downward pressing force, which pushes the diaphragm to open the valve core; the compressed air flows from the inlet, and downstream pressure is established under the diaphragm; when the upward thrust generated by the downstream pressure on the diaphragm is equal to the downward thrust of the spring, the spool is closed back, and the outlet pressure is maintained at the set value.
The authoritative engineering textbook Engineering LibreTexts points out in its fluid dynamics content that even if the inlet pressure fluctuates significantly, the outlet pressure can still remain relatively constant. This is the core safety contribution of the air pressure regulator: even if the pressure in the tank is as high as 175 PSI, the tool with a rated pressure of 90 PSI will not be damaged by overpressure.
4 Main Types of Air Pressure Regulators
Regulator Type | Accuracy | Pressure Range | Flow Capacity | Best Application |
|---|---|---|---|---|
| General-purpose / Relieving | ±2–5 PSI | 0–150 PSI | Medium–High (30–150 SCFM) | General shop air, pneumatic tools, sandblasting |
| Non-relieving | ±2–5 PSI | 0–250 PSI | Medium (10–80 SCFM) | Toxic/expensive gases, inert gas loops |
| Precision | < 0.036 PSI | 0–125 PSI | Low–Medium (5–60 SCFM) | Paint atomization, test benches, medical respiration |
| Pilot-operated | ±0.3% of full scale | 0–300 PSI | High (100–500+ SCFM) | Welding robots, main line supply, high-flow applications |
Not all systems need the same regulator. According to the working mechanism classification, it can correspond to four types of applications in the industrial field:
- General-purpose/Relieving: a common model of 0-150 PSI workshop gas path that releases excess downstream pressure through the upper cover vents.
- Non-relieving: used for toxic, expensive or combustible gas systems that do not allow relief.
- Precision: repeatability better than 0.036 PSI for spray atomization, test benches and medical equipment.
- Pilot-operated: a micro pilot signal is used to drive the main valve, and the accuracy of ± 0.3 % can be maintained at large flow rates.
Most workshops can install a regulator-only pressure regulator at the point of use. The factory with multi-branch distribution should be configured according to ” one machine, one voltage regulator, ” rather than using a main pipe voltage regulator to supply gas to the whole production line.
What is the Filter Regulator Unit/FRL Unit?

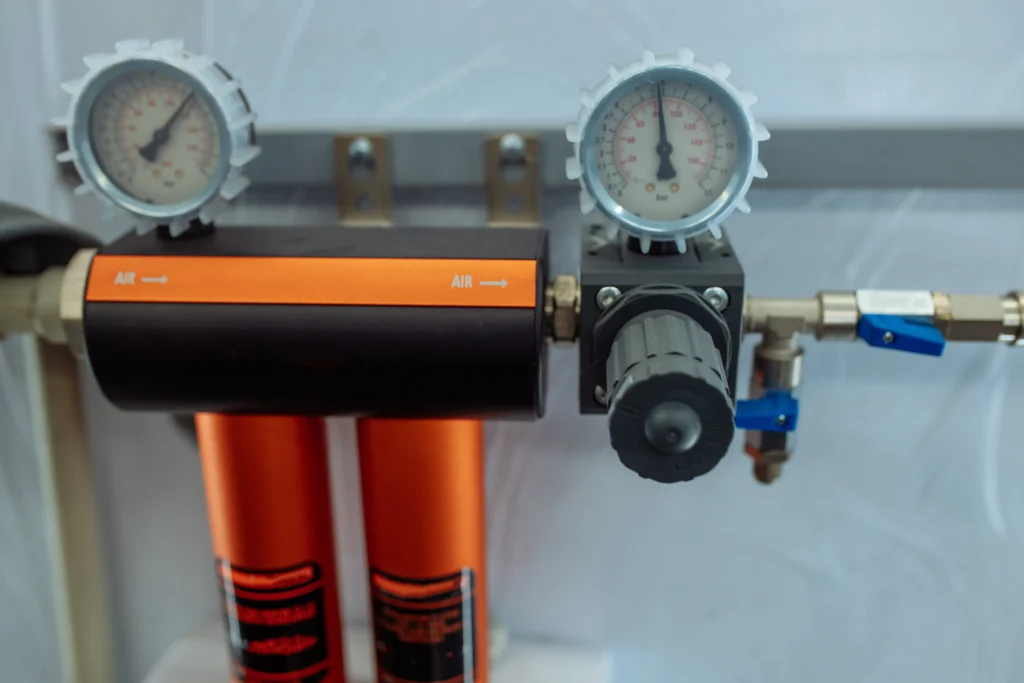
An air compressor filter regulator is a crucial, often combined, 2-in-1 device that cleans compressed air (removing water/oil/debris) and adjusts output pressure (usually 0-150 PSI) to ensure proper tool operation. Key features include NPT ports (commonly 1/4″ to 3/4″), pressure gauges, semi-auto or manual drains, and durable metal/polycarbonate bowls.
The filter regulator unit integrates two to three gas source processing stations in the same housing: a 5 micron precision air filter regulator ( integrated filtration and decompression function), and an optional lubricator. The industry journal “Pneumatic Tips” points out that the air at the outlet of the air compressor is usually high in temperature, dust and water, which will significantly shorten the life of the downstream pneumatic components, and the FRL unit can handle these three problems at one time before the air reaches the valve, cylinder and tool.
The installation sequence is fixed as F → R → L: first remove water and dust, then stabilize the pressure, and finally (if necessary) spray oil mist into the clean air flow. If the order is reversed, the oil mist will contaminate the regulator diaphragm, and the filter will filter the oil mist as an impurity, resulting in the failure of the lubrication function.
Anruk’s FRL combination units cover 1 / 8” to 1” full-size interfaces and offer two options: transparent plastic cups and metal cups. If the downstream tool comes with self-lubrication, FR combination can be selected.
How to Choose the Right Pressure Regulator for an Air Compressor?

For choosing a pressure regulator for an air compressor, four key parameters need to be determined: inlet pressure, outlet pressure range, required flow rate (SCFM, standard cubic foot/min) and interface size. Fluid-Aire Dynamics, a compressed air expert in the Midwest of the United States, recommends that the inlet rated pressure should not be lower than the maximum pressure of the system, and the flow rate should be determined according to the total SCFM demand at the point of use and increase the margin.
Practical Selection List:
- Confirm the maximum output pressure of the air compressor, industrial models are usually 125-175 PSI.
- Find out the tool with the highest air consumption on the branch road (impact wrench is about 5 CFM, sandblasting gun is about 12 CFM, paint gun is about 10 CFM), and increase the safety margin by 25 % on the basis of the maximum air consumption.
- The interface size should not be less than the inlet pipe diameter (≤ 10 CFM with 1/4” NPT, 10-25 CFM with 3/8” NPT, 25-60 CFM with 1/2” NPT).
- The self-venting or non-venting pressure regulator is selected according to the downstream sensitivity.
You can go to the general directory of Anruk Air Preparation Units and select specific models according to interface specifications and flow rates.
Common Faults and Treatment of Air Pressure Regulator
The two types of problems that engineers feedback most on site are: pressure creep at the outlet and continuous leakage of the upper cover. The root causes of the two are usually the same: rupture of the diaphragm, foreign matter in the valve seat or stuck conical spool. Once the pressure climbs, the diaphragm maintenance package should be replaced immediately. Otherwise, the downstream pressure will exceed the rated value of the tool, which will damage the tool and waste energy.
So, how much will be wasted? The measured data released by the EXAIR engineering team show that the system pressure is reduced from 100 PSIG to 80 PSIG, which can reduce the gas consumption by nearly 20 % and the power consumption of the air compressor by about 10 %. Based on a 50 HP air compressor, 4,000 hours of operation per year, and an electricity price of USD 0.12/kWh, this adjustment alone can save more than USD 1,500 per year – much higher than the purchase cost of any filter-regulator unit.
Conclusion
Air pressure regulators are the smallest, cheapest and most easily overlooked energy-saving devices in any compressed air system. When used correctly, it stabilizes the outlet pressure at  ± 2 PSI, preventing seals from bursting, thereby extending tool life and achieving energy consumption reductions of up to 20 % when combined with filtration. Matching the regulator category with the specific application – the workshop uses a universal type, the laboratory uses a precision type, and the non-self-lubricating tool uses a FRL unit – the investment can usually be recovered within 6 to 12 months.
Is it necessary to install a regulator in my air compressor?
It is necessary. As long as connecting pneumatic tools, spray guns or cylinders, you need to install. The rated working pressure of most tools is 25-90 PSI, while the pressure of the air compressor storage tank is 120-175 PSI. Without a pressure regulator, the overpressure will cause the seal to burst and the paint surface to be damaged, and according to experience, every 1 PSI higher will waste about 1 % of energy consumption.
What is the difference between the air filter regulator and the complete FRL unit?
The air filtration pressure reducing valve integrates the filtration and pressure reducing functions in the same housing, which is suitable for the tools with lubrication. On this basis, the FRL unit is equipped with an oil mist lubricator, which can continuously inject quantitative oil mist into the airflow, which is necessary for non-self-lubricating tools ( such as impact wrenches, air drills, pneumatic grinding heads, etc.) that require internal lubrication.
Why does my air pressure regulator cover leak all the time?
The self-venting pressure regulator discharges excess downstream pressure through the upper cover vents, which is a normal function, not a fault. However, if the exhaust continues, it usually means that the diaphragm is broken, there is a foreign body in the valve seat or there is a retention pressure downstream. If the air leakage continues after the pressure is reset, the diaphragm maintenance package or the whole machine needs to be replaced.
How often does the air pressure regulator change?
Under clean and filtered gas source conditions, the service life of industrial-grade regulators can reach 5-10 years, or 1-2 million cycles. The membrane ages faster in the water-bearing oil-bearing gas source. If it is found that the outlet pressure climbs, the response is slow, or the upper cover vent has audible air leakage sound, the diaphragm maintenance package should be replaced every 2-3 years.



